首页
公司介绍
产品介绍
新闻资讯
客户案例
资料下载
工艺原理
联系我们
您现在所在的位置:
首页
>
产品中心
>
系统配件
>专用橡胶垫
产品中心
PRODUCT CENTER
产品特点
高端系列
便携式多功能系列
台式多功能系列
全自动系列
应力测试仪
系统配件
专用橡胶垫
免费服务电话:
手机:15164030115
传真:0411-87801340
邮箱:vsr0001@163.com
邮编:116024
地址:大连理工大学工程力学系结构实验室
为了能够使被振构件达到有效的振动幅度,用弹性橡胶作为支撑,减小于地面的摩擦,每个橡胶垫承重可达三吨。
相关产品:
睿智系列振动时效产品特点
睿智VSR-1000频谱分析振动时效系统
VSR-80型多功能便携振动时效系统
VSR-70型多功能便携振动时效系统
点击数:3803 录入时间:2024-08-15【
打印此页
】【
返回
】
首页
|
公司介绍
|
产品介绍
|
新闻资讯
|
客户案例
|
资料下载
|
工艺原理
|
联系我们
|
免费服务电话:
手机:15164030115
传真:0411-87801340
邮箱:vsr0001@163.com
邮编:116024
地址:大连理工大学工程力学系结构实验室
备案号:
辽ICP备10010710号
扫一扫二维码,联系我们
版权所有 @ 2018大连大工振动时效科技有限公司
站点地图
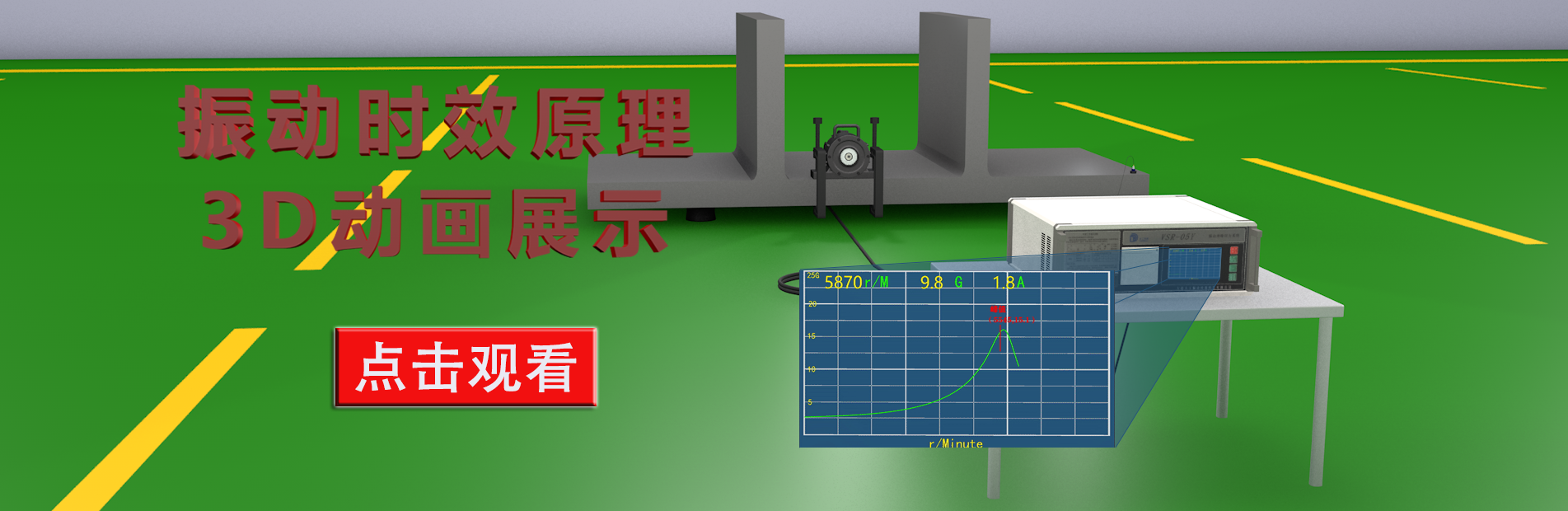
振动时效3D展示
振动时效3D展示